
An In-depth Look at Surface Finishing in Manufacturing

Surface finishing in the machining industry is a critical process that enhances the physical and aesthetic properties of manufactured parts. It involves various techniques and procedures aimed at achieving desired surface qualities such as smoothness, texture, and durability. This article explores the fundamental concepts, processes, measurement techniques, international standards, and applications of surface finishing, providing insights into its significance and implementation across different sectors.
Concepts of Surface Finishing
Surface finishing refers to the array of processes applied to the surface of machined parts to enhance their appearance, performance, and longevity. These finishes can range from simple cleaning operations to complex coatings and treatments designed to protect against corrosion, improve wear resistance, or achieve specific aesthetic qualities. The choice of surface finish depends on the application requirements, including mechanical properties, environmental exposure, and visual appeal.
Processes of Surface Finishing
Mechanical Finishing
This includes processes like grinding, polishing, and blasting to physically alter the surface texture of a part. Mechanical finishing can remove imperfections, achieve a specified roughness, or prepare the surface for further treatment.
Chemical Finishing
Chemical processes such as etching, anodizing, and phosphating involve the use of chemicals to produce a specific surface condition. These treatments can enhance corrosion resistance, improve paint adhesion, or create decorative finishes.
Electroplating and Coating
Applying a metal layer or coating to the surface can provide additional properties, such as improved electrical conductivity, resistance to wear, or aesthetic enhancements.

Measuring Surface Finishes
Surface finish quality is measured using various metrics, such as Roughness Average (Ra), Root Mean Square (RMS), and so on. Instruments like profilometers, optical comparators, and atomic force microscopes are used to quantify these metrics, ensuring the surface meets the specified criteria.
Ra (Roughness Average)
Ra is the average roughness of a surface, calculated by measuring the average deviation of the surface profile from the mean line over a specified length. It's one of the most common parameters for surface roughness and is usually measured in micrometers (µm) or microinches (µin).
RMS (Root Mean Square)
RMS, also known as Rq, is another common measure of surface roughness, representing the square root of the average of the squared deviations from the mean line. It gives more weight to higher peaks and deeper valleys than Ra, leading to slightly higher values for the same surface. RMS is also measured in micrometers or microinches.
CLA (Center Line Average)
CLA is essentially another term for Ra, particularly used in the United Kingdom and often considered synonymous with Ra in many contexts. It measures the average height of roughness irregularities from a mean line.
Rt (Total Roughness)
Rt represents the total height between the highest peak and the deepest valley in the surface profile within the evaluation length. It provides a measure of the extreme values of the roughness profile and is measured in micrometers or microinches.
N (Number of Sampling Lengths)
The N parameter indicates the number of sampling lengths used within the overall evaluation length for the surface roughness measurement. This number can influence the accuracy and repeatability of roughness measurements.
Cut-off Length
The cut-off length is a filter setting used in surface roughness measurement, defining the length of surface over which the roughness parameters are evaluated. It helps in distinguishing between roughness and waviness by filtering out longer wavelength surface features.
Surface Finish Conversion Chart
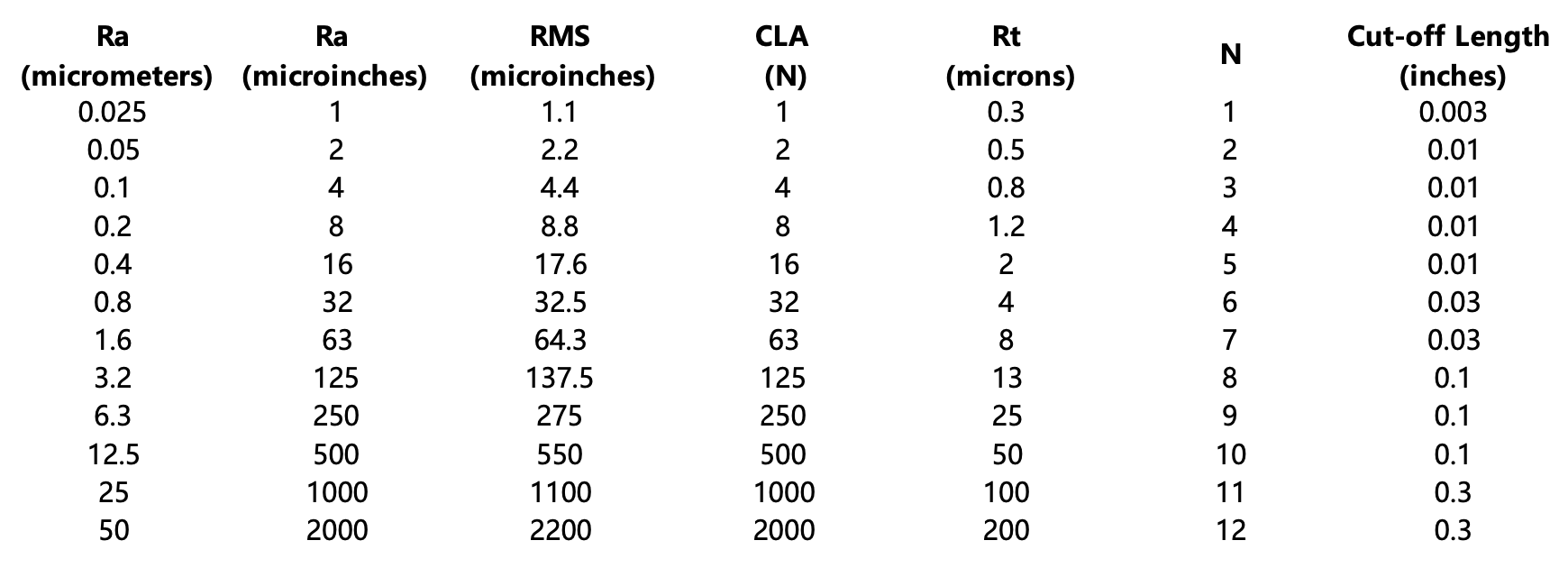
Understanding Surface Roughness Parameters
Ra (Roughness Average)
Low Ra values (e.g., 0.05 to 0.2 µm)
These surfaces feel extremely smooth to the touch and have a mirror-like appearance. Examples include precision lenses and bearing surfaces.
Medium Ra values (e.g., 0.4 to 1.6 µm)
These surfaces have a smooth feel with slight texture perceptible to sensitive fingertips or when a fingernail is dragged across. They are typical for surfaces on general machinery and decorative items.
High Ra values (e.g., 3.2 µm and above)
These surfaces feel rough or gritty. High values are common in parts that require coatings or in rough castings and forgings.
RMS (Root Mean Square)
Since RMS values are generally higher than Ra for the same surface due to the calculation method, a high RMS indicates a surface with more pronounced peaks and valleys. This means that for tactile and visual evaluation, RMS provides a sense of the surface's "sharpness" or the extremity of its texture.
CLA (Center Line Average)
Identical to Ra in practical terms, so the same descriptions apply. CLA is more commonly used in the UK and is synonymous with Ra in terms of physical feel and appearance.
Rt (Total Roughness)
Rt provides the total vertical distance between the highest and lowest points of the surface profile. A high Rt value suggests a surface with significant imperfections, which would be easily visible and felt as sharp ridges or deep grooves.
N (Number of Sampling Lengths) and Cut-off Length
These parameters influence how measurements are taken rather than the tactile or visual qualities directly. However, understanding them is crucial for interpreting roughness measurements accurately, as they define the scale and context of the measurement.
Practical Implications
Visual Inspection
High precision surfaces with low Ra values appear glossy or shiny, while higher Ra values result in a matte or even visibly rough appearance.
Tactile Sensation
As Ra increases, the likelihood of being able to feel the texture with a fingertip increases. Surfaces with very low Ra values feel smooth to the point of not being able to discern individual features or texture.
Functional Performance
Surfaces with very low roughness (low Ra or RMS) are essential for minimizing friction in mechanical systems, ensuring seal integrity, or providing clear optical paths. Conversely, higher roughness can be beneficial for applications requiring improved bonding between surfaces, such as adhesion for paints or coatings.
Understanding these parameters and their physical correlates helps in specifying the right surface finish for a given application, predicting the performance of a component, and achieving the desired quality in manufacturing processes.
International Standards for Surface Finishing
Standards such as ISO 1302, ASME B46.1, and ISO 25178 provide guidelines and specifications for surface texture and finishing processes. These standards help in maintaining consistency and quality across the industry, facilitating international trade and cooperation.
Applications and Industry Regulations
Surface finishing finds applications in numerous sectors, including automotive, aerospace, medical devices, and consumer electronics. Each industry has specific requirements and standards for surface quality, influenced by factors like part function, environment, and regulatory compliance.
Conclusion
Understanding the nuances of surface finishing processes, measurement techniques, and standards is essential for achieving the desired outcomes in manufactured parts. As technology evolves, so too do the possibilities for innovative surface treatments that can enhance the performance, durability, and appearance of machined components.
Unionfab's Experitse
To learn more about Manufacturing processes, Contact a Unionfab representative.
Unionfab provides a wide range of manufacturing capabilities for all of your prototyping and production needs. Resquest a free and instant quote.